









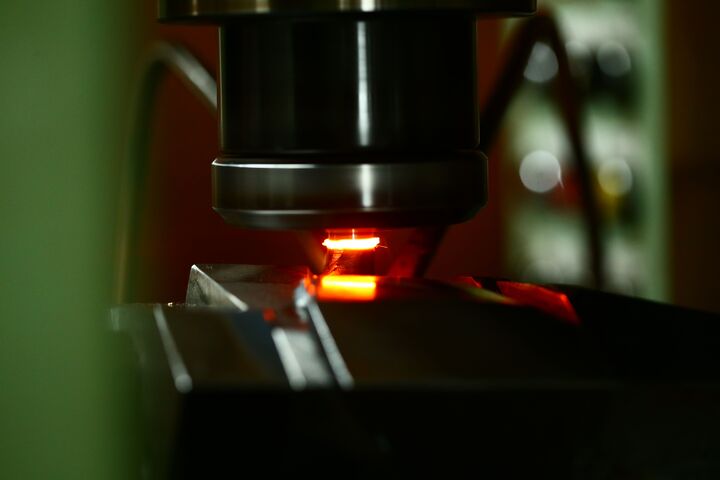
Forging
Miura-san believed the manufacturing process of forging irons was fundamentally flawed. So, he changed it. This resulted in a revolutionary new technique that elevated Miura irons to the highest industry standards with the tightest tolerances.






 Your Privacy Choices
Your Privacy Choices